


Tubos e Conexões feitos de Cobre são muito utilizados em sistemas de distribuição de gases combustíveis, bem como em instalações de Gás Liquefeito de Petróleo (GLP) e Gás Natural (GN). Além disso, eles são os preferidos dos instaladores profissionais no mundo todo, devido às propriedades e características únicas do cobre. Dentre elas, podemos destacar: segurança em caso de incêndio, resistência e estabilidade mecânica e excelência em condução de altas quantidades de fluidos.
Outro fator relevante é que os tubos e conexões de cobre atendem aos requisitos mundiais de normas técnicas e são compatíveis com diversas regulações de produtos na construção civil.
Instalações de Tubulações de Cobre
Os tubos de cobre nas instalações de gás podem ser colocados tanto nas áreas internas (incorporados ao solo, desde que protegidos), quanto nas externas (em estruturas dedicadas, cumprindo os requisitos de segurança para o transporte de combustível).
Por ele não ser permeável e possuir alta resistência mecânica, nenhum vazamento ou contaminação de agentes externos (oxigênio, raios ultravioletas, altas temperaturas) acontece.
Além disso, sua excelente maleabilidade, resistência à corrosão, material não-inflamável, longa vida útil e material altamente reciclável, fazem das tubulações de cobre as mais utilizadas nessas instalações.
Conforme a norma ABNT NBR 15345, o tipo e a classe do tubo de cobre recomendado é determinado em função da pressão de serviço, condições de instalação e de outros requisitos em outras normas aplicáveis.
Tutorial: Soldagem de Tubos de Cobre Em Instalações de Gás

Métodos de união entre tubos rígidos e conexões de cobre: Soldas
Alguns tipos de soldas estão disponíveis no mercado e elas produzem boas uniões. Sua escolha depende do tipo de aplicação e normas específicas.
Para a soldagem dos tubos e conexões de cobre, deve-se assegurar que exista assentamento do tubo na bolsa de conexão, garantindo espaço capilar uniforme em torno da união, o que permite ao metal uma boa penetração da solda nos materiais unidos.
Os metais de preenchimento para as soldas são normalmente encontrados em forma de arames. Mas também são encontradas formas metálicas pré-fabricadas do tipo anéis.
As duas principais vantagens em utilizar os anéis de solda pré fabricados são: obtenção de uma união limpa, com filete de solda contínuo e plena penetração em toda a superfície da união e economia de material de enchimento, uma vez que a material pré-fabricado é calculado conforme a quantidade correta de solda necessária para a realização da união.
A soldagem é feita através da aplicação de uma chama na posição perpendicular ao alinhamento do conjunto sobre a conexão, assim o calor é conduzido para a área que será soldada. A extensão do pré-aquecimento depende do tamanho da junção e o tempo de aquecimento é determinado pela facilidade da aplicação do material de enchimento. A deposição do material de enchimento no espaço capilar entre o tubo e a conexão garante a união entre as partes metálicas.
Solda Branda
Na Solda Branda os tubos e conexões são unidos por um material de enchimento com ponto de fusão menor que o dos metais que estão sendo unidos, o que diminui o risco de danos na estrutura das peças. As uniões são realizadas por conexões capilares, onde o metal fundido preenche o espaço entre as peças que serão unidas.
Assim que as conexões atingem a temperatura adequada, o metal de enchimento se funde e se combina com o metal da superfície das peças, formando uma camada de união conhecida como “estanhado” (pois é utilizado estanho como agente aderente).
Atualmente as soldas brandas são livres de chumbo e contém uma alta porcentagem de estanho agregado a outro material, o que auxilia na sua resistência mecânica.
Solda Forte
Na Solda Forte utiliza-se um metal de enchimento com ponto de fusão de temperatura acima de 450 °C e, ao mesmo tempo, que tenha seu ponto de fusão abaixo dos metais que serão unidos. O metal de enchimento também entra por capilaridade no espaço entre as peças a serem soldadas, como na Solda Branda.
Ela é utilizada em diversas instalações, mas principalmente nos casos onde é necessária uma grande resistência mecânica na conexão como, por exemplo, nas operações em altas pressões, altas temperaturas e instalações para trabalho pesado.
Quando os tubos e conexões de cobre são unidos, devem ser utilizados metais de enchimento de cobre-prata-fósforo ou de cobre-fósforo. Tais soldas possuem pontos de fusão entre 600 °C e 800 °C, e geralmente contêm uma porção de prata.
Também são utilizadas para soldar tubos de grandes diâmetros, mas não são apropriadas para conexões onde não existem seções adequadas para o uso da capilaridade.
As soldas metálicas com alta quantidade de prata podem penetrar por capilaridade mais facilmente.
Para que a solda não tenha esforços mecânicos, é importante verificar o distanciamento dos suportes de fixação dos tubos soldados.
Fluxos para Soldagem e Solda Branda
A maioria dos processos de solda branda, soldagem e solda brasagem requerem a utilização de Fluxo. Ele exerce grande influência na facilidade de execução.
Os Fluxos são basicamente constituídos de flúor, na forma de ácido bórico, bórax, boratos e fluoretos, com exceção apenas dos fluxos para soldagem branda, que têm como constituinte básico o cloreto de zinco. O principal solvente é a água.
Sob efeito da temperatura e quando atinge a faixa de atuação do fluxo, o contato do oxigênio com as superfícies a serem unidas é impedido, evitando a formação de novos óxidos.
As camadas de óxidos metálicos, que se formam nas superfícies a serem unidas durante o aquecimento, são dissolvidas pelo fluxo, permitindo que o material de adição umedeça as superfícies onde o fluxo está atuando, protegendo o banho de solda até sua solidificação.
PASSO 1 - Medição e Corte dos Tubos
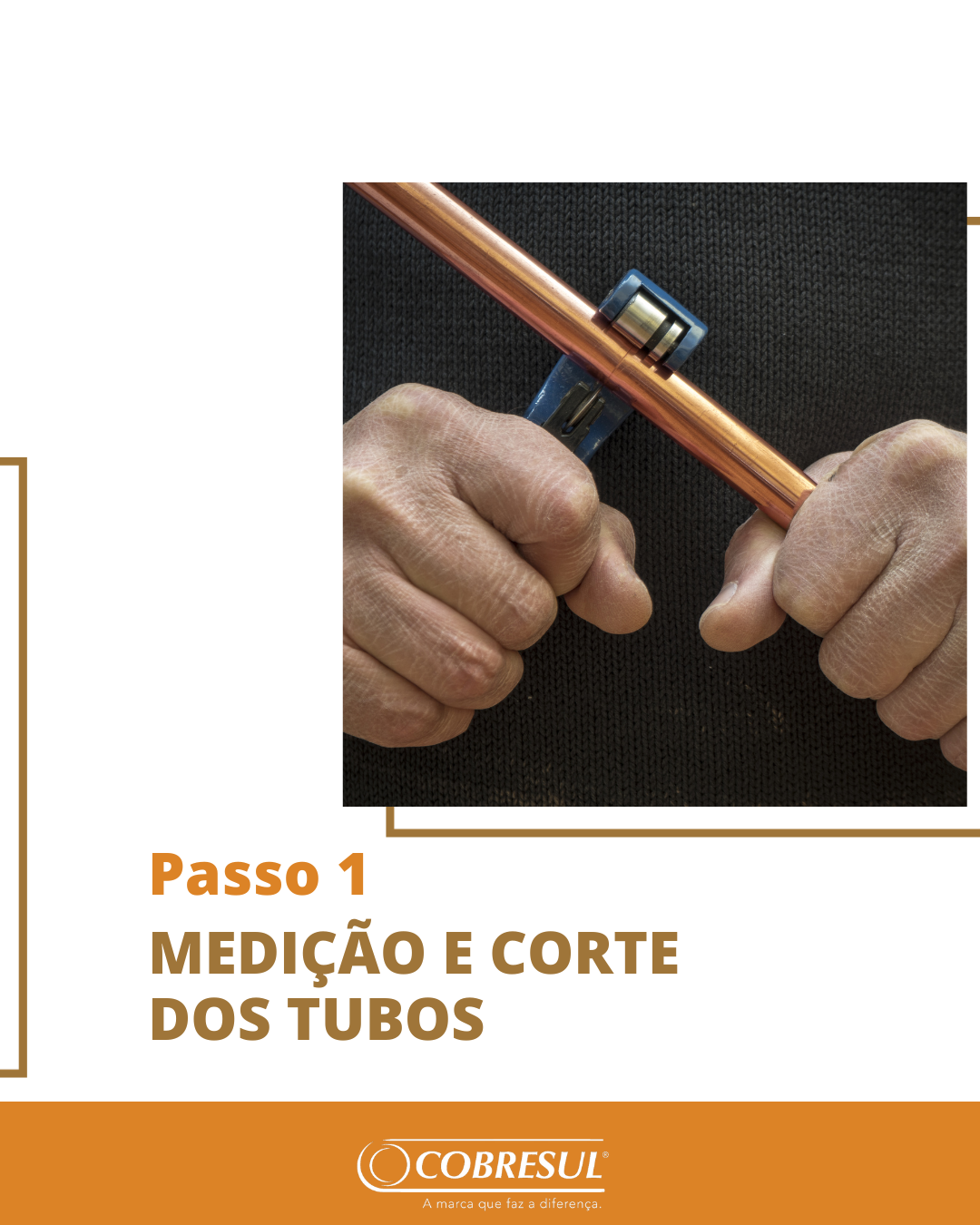
É recomendado medir o comprimento de cada segmento do tubo, a fim de assegurar junções com qualidade. Para isso, o tubo deverá ser cortado utilizando as ferramentas adequadas (cortador tipo-disco, serra de corte, disco abrasivo, serra de fita estacionária ou portátil, cortador a frio). Deve-se evitar a deformação do tubo durante o corte e, se necessário, regularizar o diâmetro original do tubo. O corte deve ser realizado de modo que o tubo assente corretamente na bolsa.
OBS: após o corte, não deverá conter deformações na extremidade do tubo.
PASSO 2 - Limpeza
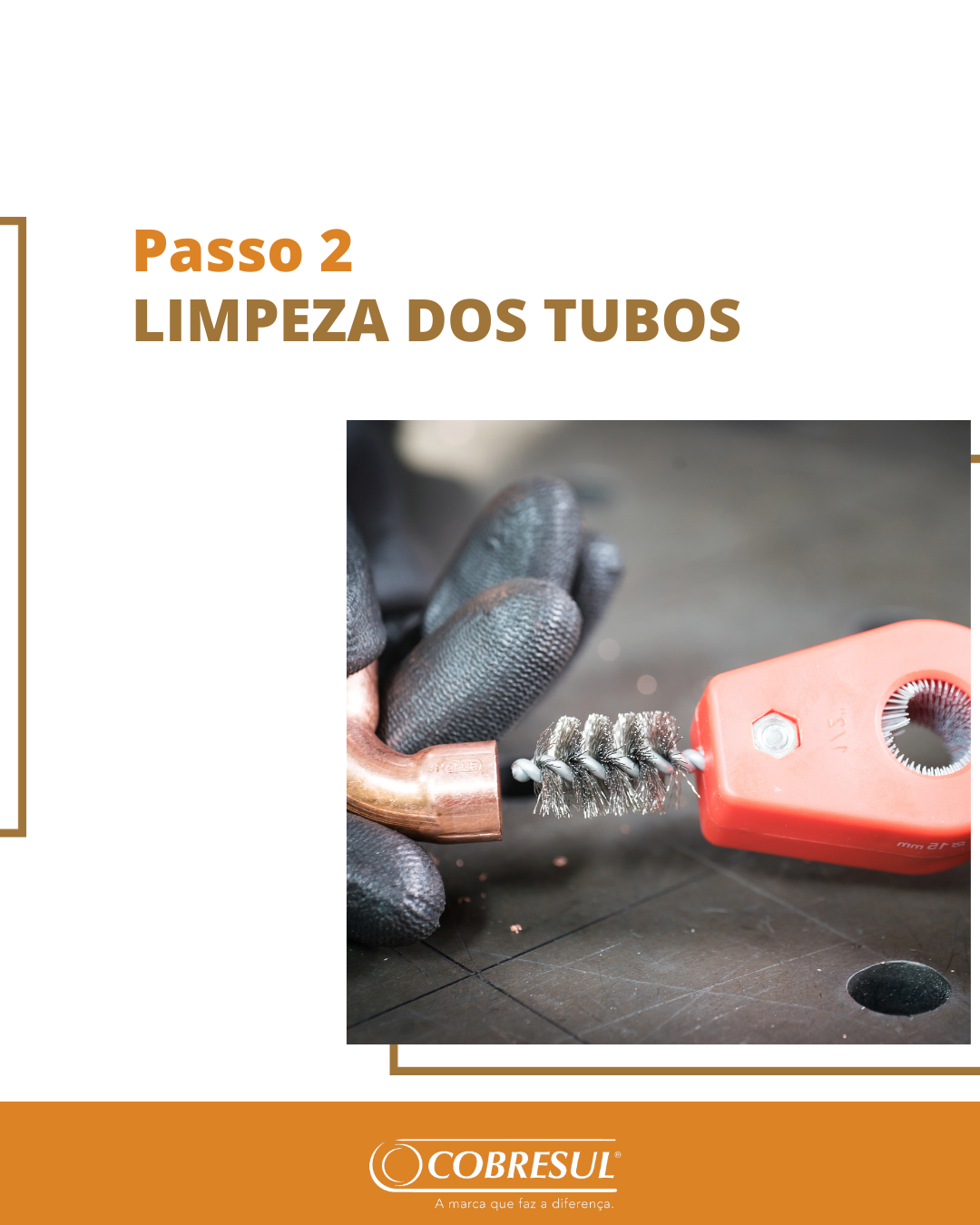
A limpeza das superfícies é muito importante para garantir a qualidade da soldagem na realização da junção. A oxidação e quaisquer outras impurezas podem interferir na ação capilar, diminuindo a área soldada, podendo ainda ocasionar vazamentos na instalação.
Remova todas as rebarbas da parte externa e interna, criadas pela operação do corte, para assegurar o encaixe correto do tubo na bolsa da conexão.
Limpe a oxidação das superfícies das extremidades do tubo e das bolsas das conexões.
O espaço capilar entre o tubo e o encaixe é de aproximadamente 0,1 mm e o metal da solda preenche esta abertura pela ação capilar. Este afastamento é necessário para que o metal da solda preencha adequadamente todo o espaço existente entre as paredes do tubo e a bolsa da conexão, a fim de executar uma perfeita junção. O cobre é um metal relativamente maleável, e a remoção demasiada do material da conexão ou do tubo pode interferir na ação capilar satisfatória e na qualidade da junção.
PASSO 3 - Aplicação do Fluxo

Utilizando um pincel, aplique uma camada fina e uniforme de fluxo no tubo e na bolsa da conexão logo após a limpeza, a fim de melhorar a aderência da solda. Não ultrapasse o período de 30 minutos para realizar a soldagem.
Não aplique o fluxo com os dedos, uma vez que os produtos químicos contidos nele são potencialmente prejudiciais, e também evite o contato com os olhos ou feridas abertas.
Devem ser utilizados os fluxos removíveis em água, a fim de permitir que o excesso de fluxo interno na tubulação seja facilmente removido. Os fluxos devem estar de acordo com as normas ASTM- B813 e NBR 15489.
PASSO 4 - Encaixe de Tubo e Conexão
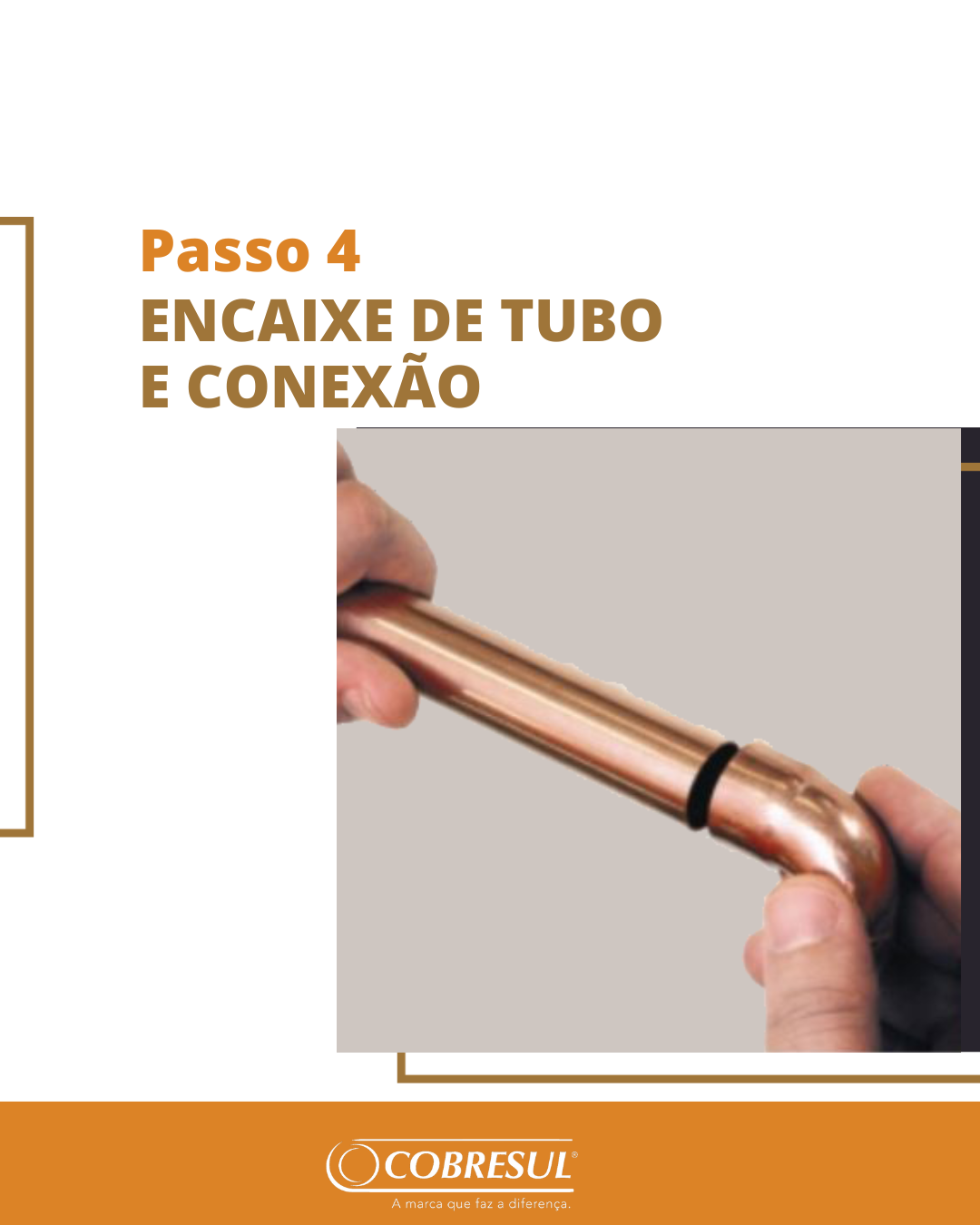
Unir os tubos e conexões de forma a possibilitar um encaixe perfeito,
de modo que o tubo se acople em todo o comprimento da bolsa.
PASSO 5 - Soldagem das Conexões

O processo deve ser iniciado aplicando uma chama na posição perpendicular ao alinhamento do conjunto (tubo + conexão) sobre a conexão, para conduzir o calor à área que será soldada.
Retire a chama e alimente com solda um ou dois pontos, até ver a solda correr em volta da união. A quantidade correta de solda é cerca de igual ao diâmetro da conexão: de 15 a 28mm. Obs: A aplicação de solda é feita somente para conexões sem anel de solda.
A extensão do pré-aquecimento depende do tamanho da junção. O tempo de aquecimento é determinado pela facilidade da aplicação do material de enchimento. É importante verificar se houve o completo preenchimento do espaço entre o tubo e a conexão.
PASSO 6 - Esfriamento e Limpeza
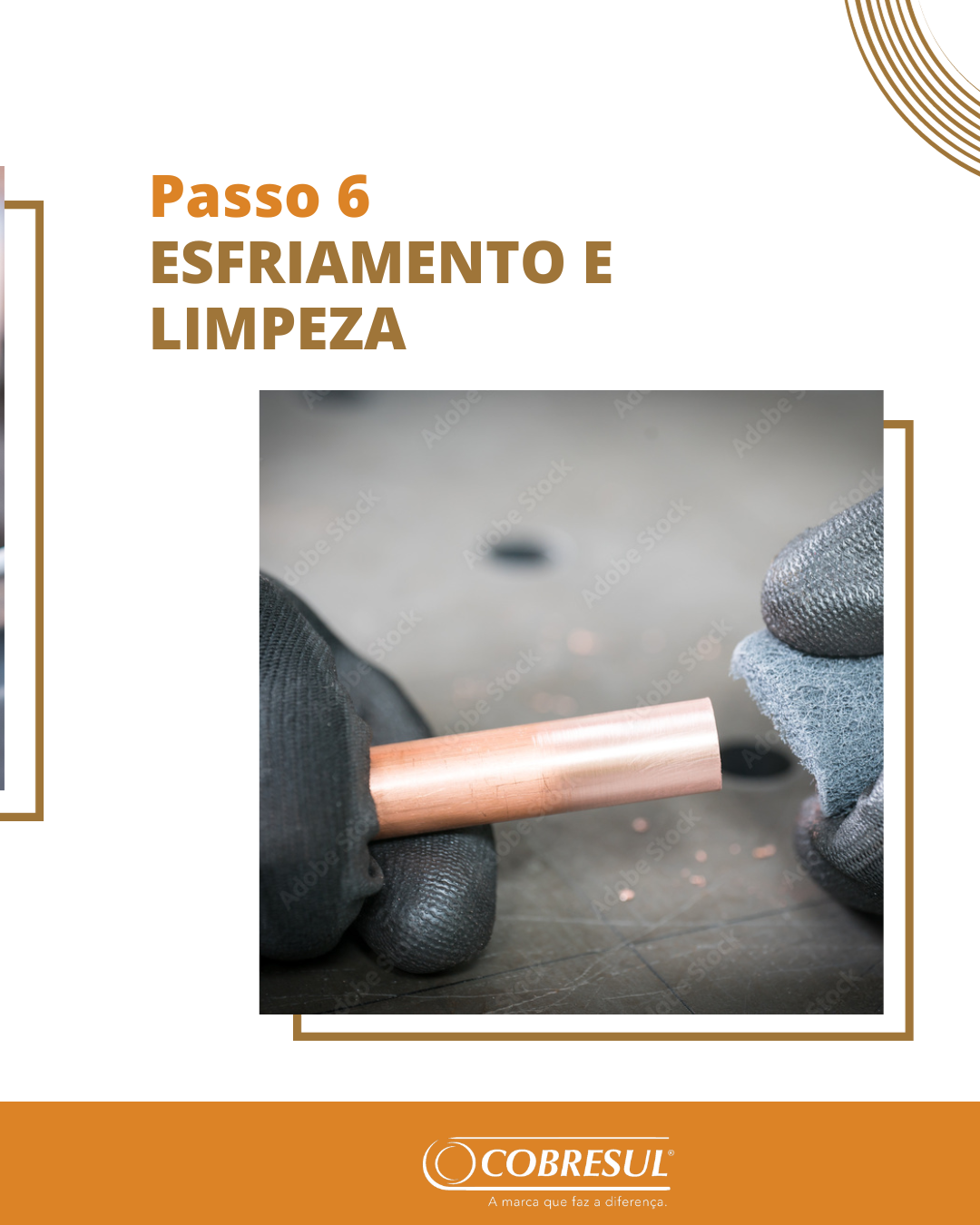
Permita que a junção soldada esfrie naturalmente, pois, em contato com água, pode causar fragilização do metal da junção em função do choque térmico.
Quando a junção estiver fria, utilize um pano seco para limpar a parte externa do tubo, a fim de eliminar todo o resíduo de fluxo.


